本文節(jié)選自論文《25CrNi2MoV鋼的微觀組織和疲勞行為 電脈沖輔助超聲波表面滾動》(作者:段晨峰、圣官渠、胡雄峰、賈思玉、李小強)。該論文刊載于《國際疲勞雜志》(2022)。 本文采用電脈沖輔助超聲波表面滾壓(EUSR)工藝對25CrNi2MoV鋼進行了表面改性。在材料的表面和亞表面上制備了納米梯度結(jié)構(gòu)。表面粗糙度明顯降低。通過EUSR處理,提高了軸鋼的表面硬度、表面殘余壓應(yīng)力和抗疲勞性。系統(tǒng)研究了EUSR處理對25CrNi2MoV鋼表面性能和疲勞性能的影響。討論了EUSR處理后試樣的疲勞裂紋擴展機理。結(jié)果表明,EUSR處理顯著增加了硬化層和殘余應(yīng)力層的深度,明顯提高了樣品的疲勞壽命。
25CrNi2MoV鋼是一種新型的高速和重型車輛軸身材料。軸件通常在高溫、重載、腐蝕性介質(zhì)等復(fù)雜的工作條件下使用。其中,旋轉(zhuǎn)彎曲疲勞是軸身零件最重要的失效方式之一。疲勞微裂紋在材料表面的形成和擴展是影響材料疲勞壽命的主要因素。如何抑制裂紋的引發(fā)和擴展是目前討論最多的問題之一。因此,迫切需要通過表面改性技術(shù)來提高材料的抗疲勞性,延長其使用壽命。
近年來,先進的表面改性技術(shù)包括激光噴丸(LSP)、超聲波表面滾動(USR)、化學(xué)氣相沉積(CVD)和物理氣相沉積(PVD)。其中,制備表面改性層最簡單、最有效的方法是物理方法。在以往的研究中,已經(jīng)證明了通過塑性變形在材料表面制備納米結(jié)構(gòu)可以提高材料的表面硬度,引入殘余應(yīng)力,增加疲勞壽命。
USR是在將超聲波振動引入到加工刀具尖端時施加恒壓,并使用滾壓前端對材料進行表面改性處理。USR在降低表面粗糙度方面非常好。張等人[13]用USR技術(shù)處理17-4PH不銹鋼,他指出超聲振動能量為晶格缺陷處的位錯分布和新位錯的形成提供了能量。潘迪等人[14]研究指出,7075鋁合金經(jīng)USR處理后表現(xiàn)出隨機的晶體取向,存在大量的位錯網(wǎng)絡(luò)、位錯纏結(jié)和彈性變形顆粒狀,低循環(huán)疲勞強度明顯提高。德赫泰爾研究了USR對α-Ti疲勞壽命的影響,結(jié)果表明,該材料的高循環(huán)疲勞性能略有提高,這主要是由于表面粗糙度的降低。盡管USR在降低表面粗糙度方面具有優(yōu)異的性能。然而,USR改善材料底層晶粒結(jié)構(gòu)的能力還不夠。這是因為所提供的能量非常有限。
電脈沖輔助制造技術(shù)近年來發(fā)展迅速。電脈沖輔助的過程是對材料施加高密度電流,并通過高強度的能量在材料內(nèi)放置很短時間。當(dāng)瞬時高密度電流通過材料時,焦耳加熱會引起“熱效應(yīng)”。此外,脈沖電流將會加速了位錯的運動,降低了位錯通過缺陷的阻力,提高了塑性這種效應(yīng)被稱為“電塑性”。
岡崎等人報道了在脈沖電流的作用下,即使在室溫下,Ti中的位錯運動速度也顯著加快。朱等人研究了ZA22合金的電輔助拉伸行為,發(fā)現(xiàn)電脈沖處理后材料的伸長率比原材料處理提高了437%。這主要是由于位錯運動的加速和可移動位錯密度的增加。研究表明,電脈沖可以降低材料的抗變形性能,提高納米層的厚度和力學(xué)性能。張等人研究了電脈沖輔助激光沖擊對Ti64合金的影響,發(fā)現(xiàn)與連續(xù)電流相比,脈沖電流更有效地降低了Ti64合金的流動應(yīng)力,得到了更深的晶粒細化層。目前的許多研究只涉及電脈沖輔助超聲表面滾壓(EUSR)處理對材料內(nèi)部結(jié)構(gòu)的影響,而對電脈沖對材料疲勞行為的影響仍缺乏深入的研究。
本研究采用EUSR工藝對25CrNi2MoV鋼進行了表面改性。本研究旨在研究晶粒細化層對EUSR處理后疲勞性能的影響。詳細討論了電脈沖對材料硬度、表面粗糙度和殘余應(yīng)力的影響。闡明了EUSR處理后試樣塑性變形層中疲勞裂紋擴展的機理。它為25CrNi2MoV鋼在工程實踐中的強度增強提供了有用的信息。
2. 材料和方法
2.1. 材料
?25CrNi2MoV鋼是一種用于高速重載車輛變速箱傳動軸的新型鋼材料。化學(xué)成分25CrNi2MoV鋼的位置如表1所示。為了獲得未經(jīng)處理的試樣(UT),在850℃下對接收材料進行奧氏體化0.5h, 然后用油淬火,并在200℃回火。UT試樣的抗拉強度為1583MPa,屈服強度為1308MPa。在進行表面處理時,將試樣加工成直徑為9mm、長度為200mm的圓棒試樣。
?2.2. EUSR實驗
EUSR過程見圖1。使用脈沖電源(WSM-400 T)對試樣施加電脈沖。超聲波振動由超聲波發(fā)生器(華云豪克能 HK30G)提供。在實驗中,實驗參數(shù)由計算機控制。滾動線速度V17 m/min,進料速率為V21.2 mm/min。超聲波振動頻率為27 kHz,USR靜壓為1000N,試樣表面加工7次。由于超聲波設(shè)備與試樣之間需要絕緣,本實驗中使用的滾壓尖端為直徑為9 mm,硬度為78 HRC的氮化硅球。測試參數(shù)見表2.采用美孚600XP150潤滑油實現(xiàn)潤滑。
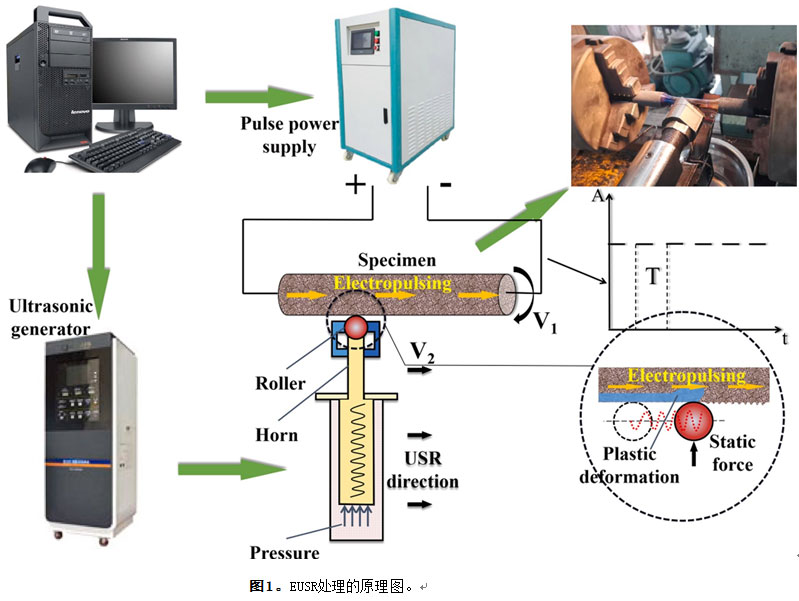
EUSR處理原理圖?
本論文篇幅過長,朋友們可以通過點擊以下地址來下載論文的英文原版或機翻中文版:
【英文原版】 【機翻中文版】

